
We provide the next generation of high-shear mixer solutions
We provide the next generation of industrial food mixers covering both the food, dairy and beverage industries. With more than 25 years of experience in the food mixing industry, we know that mixers should be flexible when it comes to restructuring production, based on changing consumer demand.
The flexibility is reflected in our solutions, so they are easily adapted to your specifications and existing equipment. Furthermore, the design of our high-shear mixers is flexible, so you can change your production while remaining efficient in your production to reduce cost, resources and energy.
As suppliers of high shear mixers, we offer:
- Versatile application setups
- Energy-efficient mixers that require 20 to 40% less energy
- Fewer spare parts
- Smaller footprint
- Low noise levels – down to 74 dB
This combination ensures your business needs and expectations are not simply met but are exceeded.
Do you want to know more about our High-Shear Mixers? See our variety of mixers below.





Efficient high shear mixing
As an experienced high-shear mixer manufacturer, Daniatech provides flexible solutions adapted to your production. We know how dissolving ingredients can become an obstacle to efficient production – by continuously developing the products, we have solved that. It gives you a more reliable and efficient production.
Our ISO-certified high-shear mixers are also energy efficient. This guarantees a stable production with double the product yield. All mixers are built according to the EHEDG standard. Mixers can optionally be built according to ATEX certification.
Moreover, our technology secures a better work environment with less noise from production. On our High-Shear Mixers, we guarantee a noise level down to 74 dB. This will benefit both you and your employees.
Cost-effective technology
Our high-shear mixer solutions come with cost-effective technology. As a professional food and beverage equipment manufacturer, we understand the need for a simple and compact design. Our high-shear mixer design comes with an easy installation, free from extra, special parts and on-site assembly. Making it easy to set up and virtually maintenance-free.


Trustworthy partnership
We have one of the most experienced teams in the industry. Our team has acquired extensive technical know-how, from decades of work experience in the process industry. The team have been working at well-known providers of mixer technology. This guarantees that your project will meet your expectations both in terms of quality and on-time delivery of the project.
Have a look at our team
We guarantee you fast response time, reliable guidance, and easy access to high-shear mixer spare parts.
Find the right mixing solution
We provide pre-production test mixers. This offers you the unique opportunity to test mixers beforehand. You will be able to rent a test mixer and try your application and recipe with the help of our experienced team.
If you want to learn more about our test mixers, do not hesitate to contact us.
FAQ
-
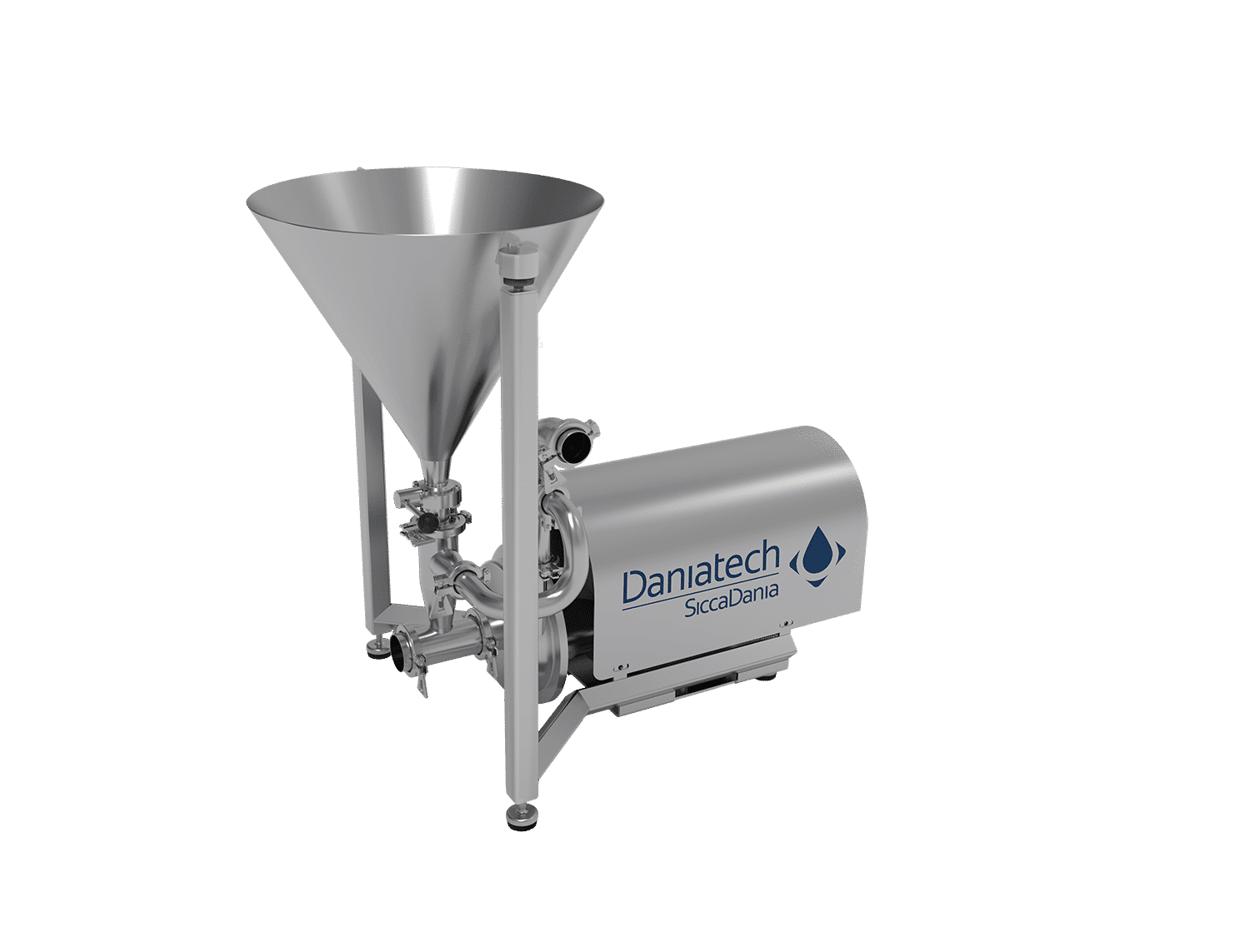
Can I avoid incorporating air into my product?
Yes, this depends on the vacuum incorporation in the design and the location of the mixer vessel. Daniatech offers a rotatable inlet, for optimal vortex in the mixer, combined with vacuum and patented high-shear unit, it will reduce air incorporation
-
What is the maximum powder capacity?
With a vacuum setup, Daniatech can handle up to 17MT powders/hrs, depending on mixer size and setup.
-
What is the highest viscosity, which can be handled in a Daniatech high shear mixer?
For batch systems, we can handle up to 100.000 cP.
-
What is the advantage of vacuum?
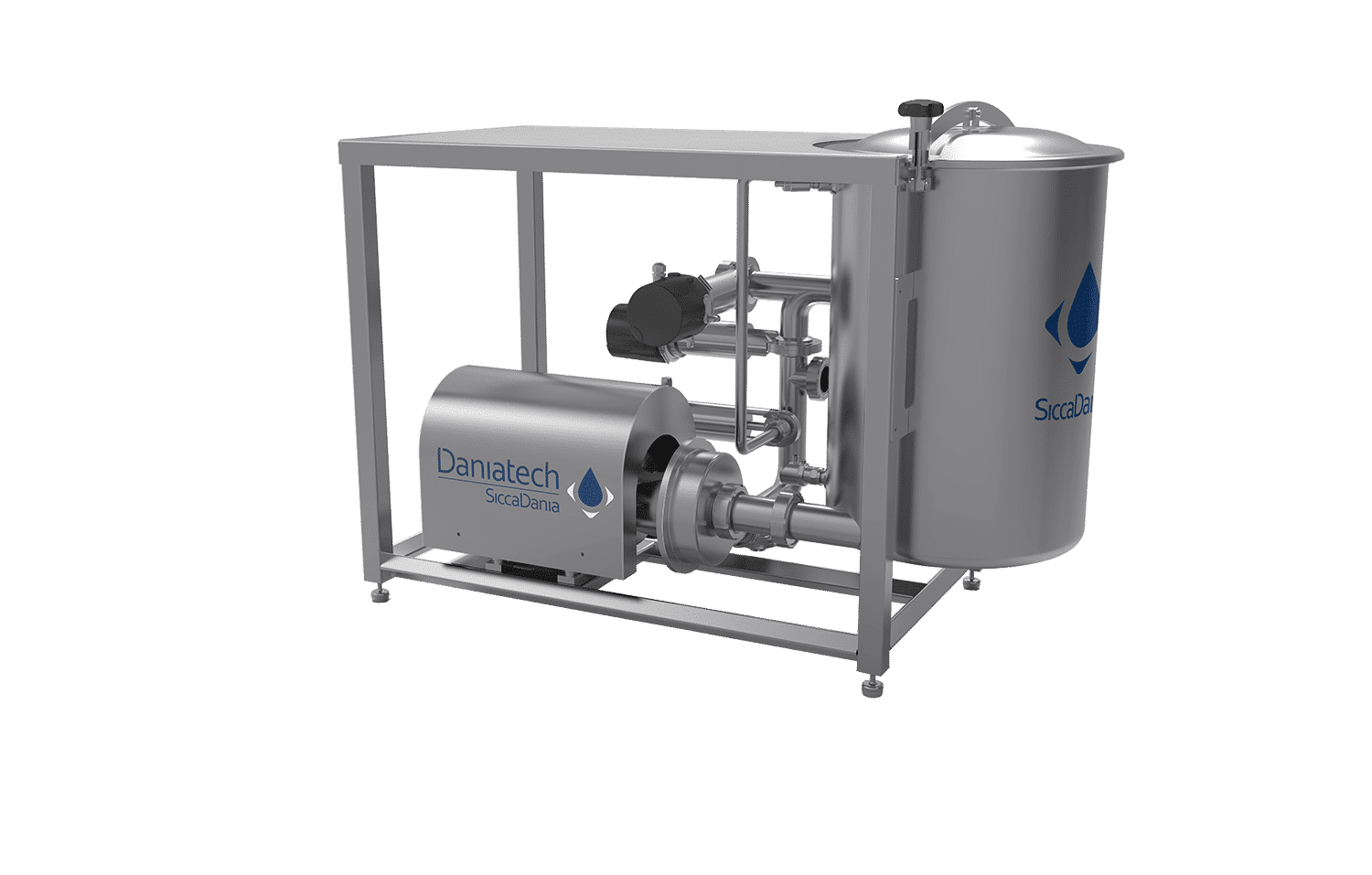
A vacuum system will transport the powder in a closed system, which will prevent dust in the production area, improving shelf life by minimising air in the closed system.
Vacuum transport is available in a fully automated powder system, e.g. a big bag system or silos up to 17MT pr. hour.
The vacuum system also creates less fouling and longer running time on downstream equipment (pasteurizer/UTH), leading to less cost for CIP.
-
How can I avoid “fish eyes”, when I dissolve hydrocolloids?
The high-shear unit will efficiently dissolve notorious difficult powders, due to the vortex and the high shear. Using vacuum technology, introducing the powder underneath the water surface, directly into the turbo will eliminate the risk of fish eyes.
-
How much noise can I expect from a Daniatech mixer?
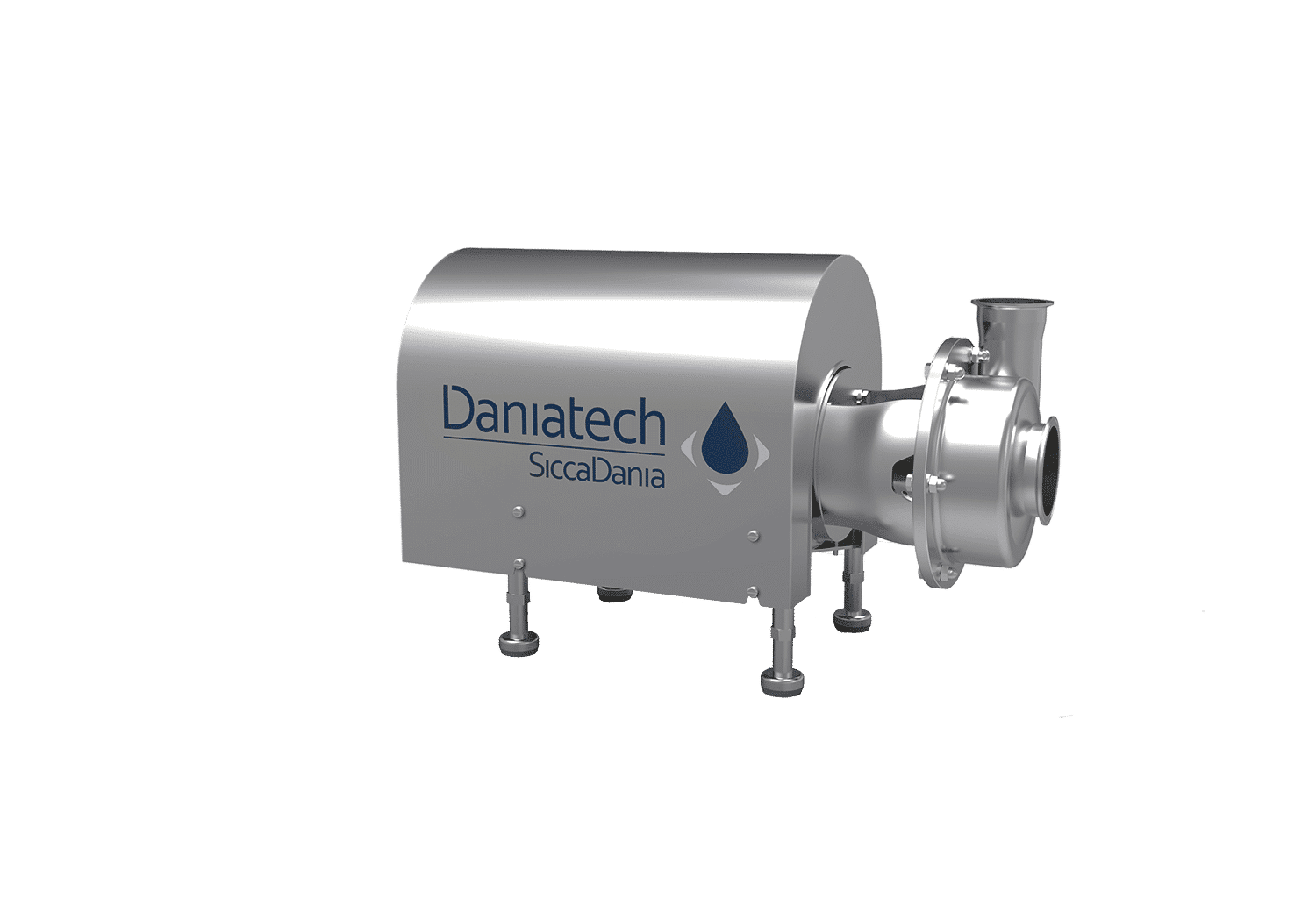
Daniatech mixers normally work around 72 dB. The low noise profile comes from the patented stator design and direct drive.
-
How much power (kW) is required?
The amount of kW used will depend on the application and the mixer type.
Daniatech mixers will, due to the patented stator design, use 20-30% less energy than similar mixers on the market.
- Fewer spare parts, since the motor is directly mounted to the high-shear turbo, fewer wear parts are needed.
- Lower purchase price
- Daily running costs are lower


